
Machine fâcheuse de double cylindre complètement automatique pour la barre d'acier 380V
-
Mettre en évidence
machine 380V fâcheuse automatique
,Machine fâcheuse de double cylindre
,Machine de pièce forgéee de renversement de barre d'acier
-
Puissance de moteur7.5kw
-
Traitement de la gamme16-32
-
Tension des machines380V
-
ApplicationBarre d'acier
-
Service après-venteCheminement des conseils et du service
-
Garantieun an
-
Paquet de transportBoîte en bois
-
MarqueZHONGTUO
-
Lieu d'origineLa Chine
-
Nom de marqueZHONGTUO
-
CertificationCE; ISO
-
Quantité de commande min50
-
Détails d'emballageCaisses en bois
-
Délai de livraison7-15days
-
Conditions de paiementL/C, D/A, D/P, T/T, Western Union, MoneyGram
Machine fâcheuse de double cylindre complètement automatique pour la barre d'acier 380V


Description de machine fâcheuse de double cylindre complètement automatique
La technologie fâcheuse de barre d'acier est d'employer le principe du titre froid pour déformer en plastique l'extrémité de la barre d'acier, augmenter le diamètre environ de 4mm, et puis le processus le fil. La section transversale réelle après traitement est plus grande que la section transversale originale de barre d'acier, qui améliore considérablement la résistance à la traction du joint. Ce genre de joint fileté après dérangement est tout cassé du métal non précieux après l'essai de tension, qui convient aux projets avec des conditions élevées de force de connexion.
Avantages du double cylindre complètement automatique dérangeant Machin
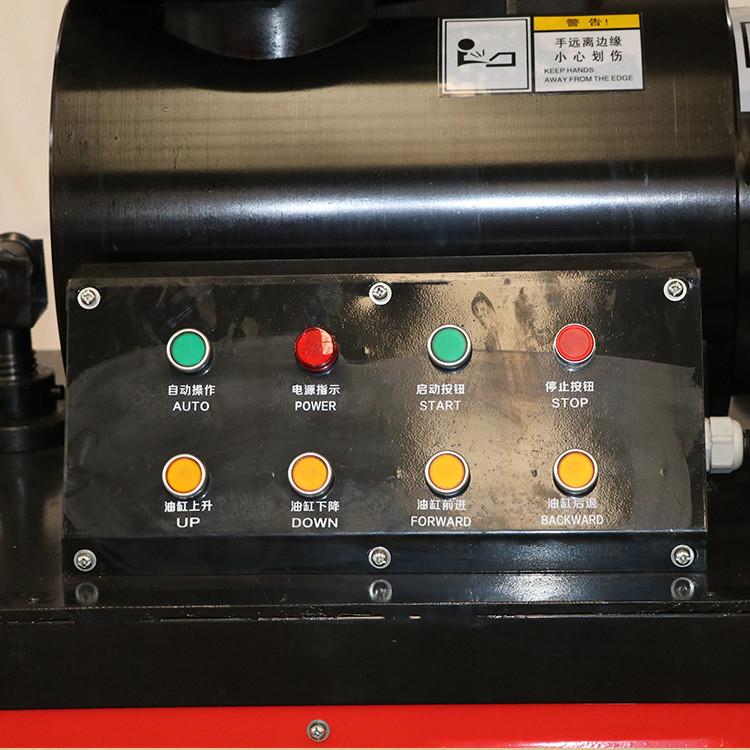
1. L'opération simple, le contrôle électrique hydraulique, aucun besoin de techniciens professionnels, et lui ne peuvent être allumés et actionnés après une courte période de formation.
2. augmentez la section transversale de l'extrémité de la barre d'acier par 15%-20%, de sorte que le diamètre inférieur du fil traité ne soit pas moins que le diamètre de la matière première de barre d'acier, et la résistance à la traction de la barre d'acier peut être exercée d'ici 110%.
3. efficacité élevée de production, dérangeant une tête de barre d'acier d'ici 10-15 secondes.
4. Il peut traiter des barres d'acier dans un éventail, et peut traiter des barres d'acier de diverses caractéristiques de 16 à 32 selon les normes GB1499 ou GB1301 4.
5. Il a les avantages d'être aspect léger et généreux, vitesse rapide, et utilisation flexible.
6. protection de l'environnement, sécurité, et n'étant pas affecté par l'environnement et le climat.
Paramètres techniques du double cylindre complètement automatique dérangeant Machin
| Article | Paramètre |
| Puissance de moteur | 7.5KW |
| Traitement de la gamme | 16-32 |
| Tension de machine | 380V |
| Taille de machine | L1300*W700*H1000 |
| Poids | 400KG |
| Pression d'utilisation | 31.5Mpa |
![]()
Règles complètement automatiques d'opération de sécurité de barre d'acier de double-cylindre
1. Le personnel doit subir la formation technique et peut seulement travailler sur le travail après dépassement de l'évaluation de compétence.
2. Avant le traitement formel, l'équipement devrait être corrigé et couru pendant 2 ou 3 minutes, et la transformation peut seulement être effectuée après qu'il soit normal.
3. L'incision de masquer de barre d'acier est directement sans recourbement.
4. Avant de traiter des barres d'acier, la machine devrait retourner à la position initiale avant le traitement pour assurer à traitement cohérent.
5. Il ne devrait y avoir aucune fissure transversale dans les barres d'acier traitées, et on devrait éliminer des pannes d'équipement à temps.
6. En réapprovisionnant en combustible, de l'huile hydraulique de no. 46 devrait être ajoutée.
7. Le personnel devrait se conformer aux règlements de protection de sécurité pour le personnel d'ingénierie.
Nos produits sont vendus dans le monde entier. Vous pouvez être assuré de l'ensemble du processus de nos produits.