
-
Mettre en évidence
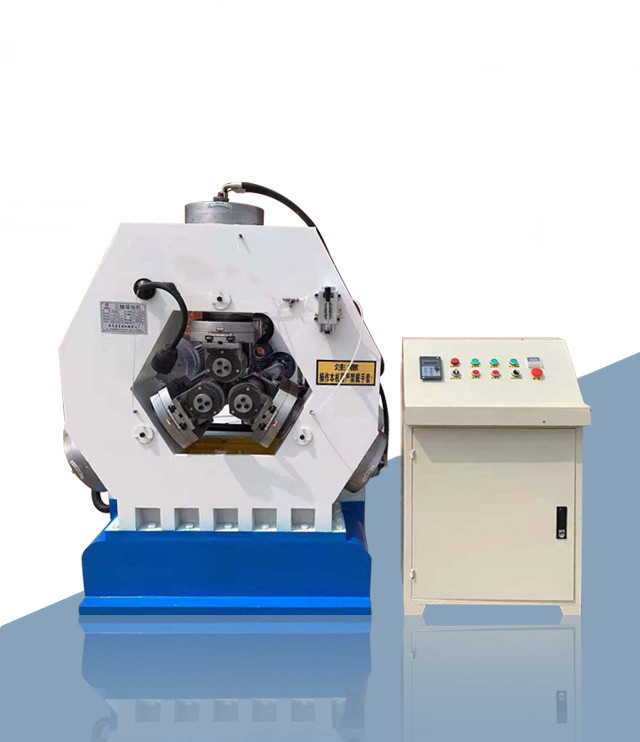
Laminoir hydraulique de fil
,Laminoir gyroscopique de fil
,Machine de développement de Rebar de roulement de fil
-
Garantie12 mois
-
Adapté aux besoins du clientAdapté aux besoins du client
-
Avantagefacile à l'entretien
-
Conditionnouveau
-
Paquet de transportCas en bois
-
OrigineLa Chine
-
Code de HS8463200000
-
Taille de paquet par produit d'unité1950.00cm * 1050.00cm * 1070.00cm
-
Poids brut par produit d'unité50.000kg
-
Frais de portpour être négocié
-
Service après-venteContact avec l'email, vidéo, What&prime ; APPLI de s
-
TypeLaminoir
-
CertificationISO9001, CE
Laminoir gyroscopique hydraulique de fil


Description de produit
L'information de l'entreprise.
Données de base.
Emballage et livraison
Description de produit
Description :
Le laminoir de fil est une machine-outil de extrusion-formation froide multifonctionnelle. Le laminoir de fil peut traiter le fil, le grain droit, et le roulement oblique de grain de l'objet dans un état froid dans sa marge de pression de roulement ; dents droites, dents hélicoïdales, et roulement hélicoïdal de vitesses de cannelure ; redressage, réduction, roulement et divers roulement de formation. La machine a une exécution et un système de contrôle électrique-hydrauliques sûrs et fiables, qui permet à chaque cycle de fonctionnement d'être choisi parmi trois modes : manuel, semi-automatique et automatique.
|
Article |
Paramètre |
||
|
Modèle |
ZP28-125 |
Traitement du diamètre
|
Ø25-120mm |
|
Moteur de motivation essentielle |
15kw |
Lancement de roulement |
1-16mm |
|
Station hydraulique de moteur |
5.5kw-4 |
Vitesse |
0-50r/min |
|
Diamètre de rouleau |
Ø125-Ø180mm |
Qualité d'unité |
3500kg |
|
Dimensions |
2000×1500×1700mm |
||
Caractéristiques :
La structure de bâti de laminoir de fil, trois cylindres hydrauliques sont conçues à l'intérieur du fuselage, raisonnable et fort, avec le pouvoir étendu, le fil de haute précision traitant, ajustement commode, règlement de vitesse de conversion de fréquence, grand choix d'application, peut rouler de divers fils, fils ordinaires, fil en forme de t, modèle net, modèle droit, fil en forme spéciale, tige creuse d'ancre, levage creux, peut également effectuer le traitement hydraulique tel que la formation et le calandrement sur l'objet.

La solution au problème sans fil ou fil malpropre
La direction de la rotation de la tête de roulement est incorrecte ; les spécifications de la tête de roulement sont contradictoires avec la barre d'acier ;
L'ordre de la douille de positionnement est incorrect ; si l'ordre des têtes de roulement est installé correctement ;
Le rouleau et la douille de positionnement sont endommagés ;
Usage et rénovation
Les roues de roulement doivent être ajustées synchroniquement, c.-à-d., pour ajuster la coïncidence des renfoncements des roues de L et de R sur la surface de l'objet. Si l'ajustement synchrone est inexact, l'objet aura les dents, les puces, et les états chaotiques de -de-tolérance. La taille centrale de l'objet est compatible à la taille centrale de la roue de roulement (permettant des 0.01-0.08mm inférieurs). Les méthodes utilisées généralement d'ajustement sont :
Après la roue de roulement est porté, les dents peuvent être éteintes moulues pour réduire le nombre de dents, et les paramètres peuvent être calculés encore selon le processus ci-dessus, et les dents peuvent être re-coupe pour produire une roue de roulement refourbie, qui peut être refourbie des périodes multiples dans la marge permise de la distance centrale de la machine-outil.

Profil d'entreprise
Shaanxi Zhongtuo Mining Equipment Company a été fondé en 2005 province à Xi'an, Shaanxi, il est une société de commerce extérieur se spécialisant dans la recherche, le développement, et les ventes des machines et de l'équipement dans les domaines de l'exploitation, des ponts, des trottoirs, et des tunnels.
Actuellement, nos clients sont dans tous la Russie, la Thaïlande, la Roumanie, la Bulgarie, l'Albanie, la Colombie, le Brésil, le Pérou, l'Uruguay, l'Arabie Saoudite, le Kowéit, les Emirats Arabes Unis, l'Oman, la Turquie, l'Israël, le Kazakhstan, l'Inde, et beaucoup d'autres pays.

Environ certifications :

Avantages de emballage en bois
Le bois a bon amortissant des propriétés, la résistance, de haute résistance à la corrosion, et de bonnes propriétés d'absorption d'humidité, et la boîte en bois convient aux articles de diverses tailles, qui est commode pour le stockage et le transport.
Nos produits sont vendus dans le monde entier. Vous pouvez être assuré de l'ensemble du processus de nos produits.